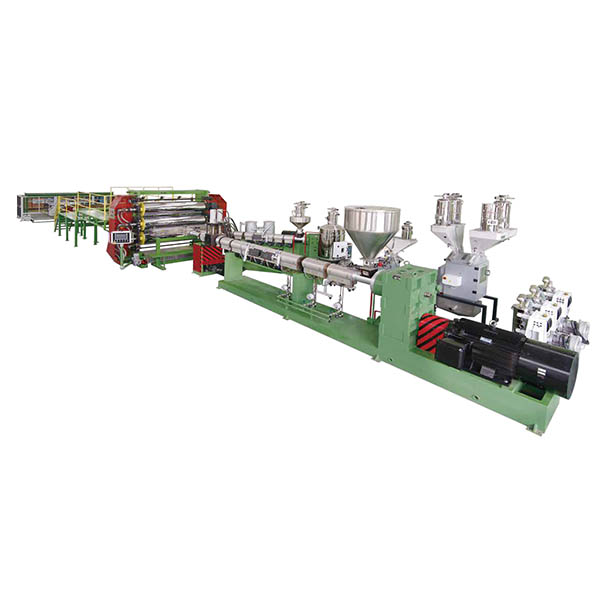
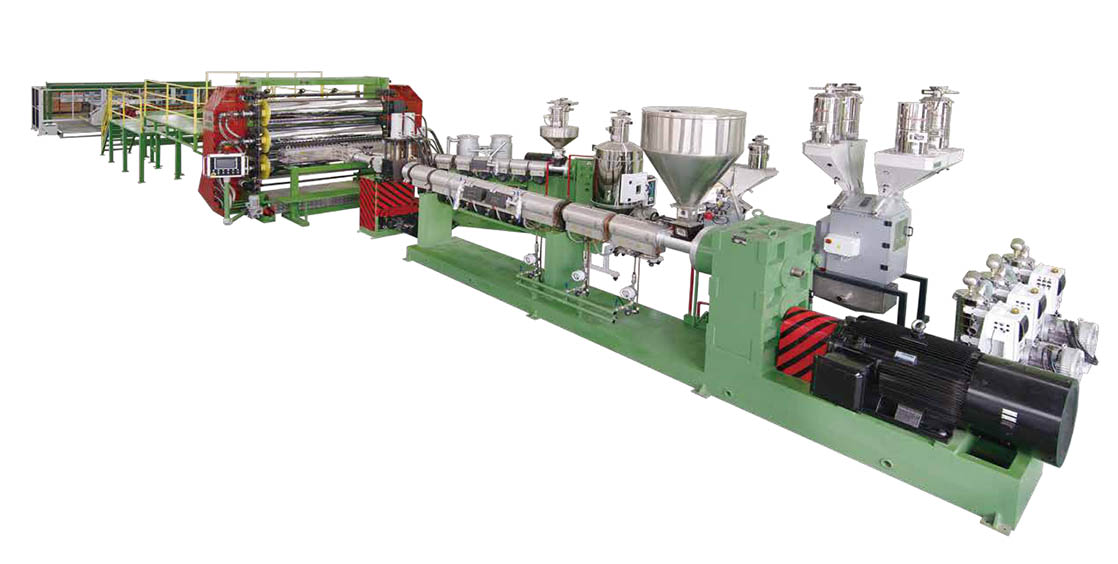
HDPE થર્મોફોર્મિંગ પ્લેટ એક્સટ્રુઝન લાઇન
જ્વેલ સપ્લાય એડવાન્સ્ડ એક્સટ્રુઝન સિસ્ટમ, તે HMW-HDPE મટિરિયલનું ઉત્પાદન કરવા માટે યોગ્ય છે જેમાં ઓછી MFI અને પ્લેટમાં ઉચ્ચ-શક્તિ હોય છે, પ્લેટોનો ઉપયોગ મુખ્યત્વે ઓટો કેરેજ બોર્ડ, પિક-અપના બોક્સ લાઇનર, ટ્રકનું કવર, એન્ટી-રેઈન બનાવવા માટે થાય છે. કવર વગેરે. પ્લેટની જાડાઈ 30% થી વધુ ઘટાડી શકે છે જ્યારે તેની સમાન અસર શક્તિ હોય, તે ઉત્પાદકો માટે ઉત્પાદન ખર્ચ ઘટાડે છે. પ્લેટની જાડાઈ 2-12mm, પહોળાઈ 2000-3000mm.
મુખ્ય તકનીકી સ્પષ્ટીકરણ
|
મોડલ |
પ્રોડક્ટની પહોળાઈ(mm) |
પ્રોડક્ટની જાડાઈ(mm) |
ક્ષમતા(kg/h) |
|
JW130+JW70 |
2200 |
1.5-12 |
600-700 |
|
JW150+JW90 |
2600 |
1.5-12 |
800-900 |
નોંધ: સ્પષ્ટીકરણો પૂર્વ સૂચના વિના બદલવાને પાત્ર છે.
ઉત્પાદન છબી પ્રદર્શન




ટ્રાન્સમિશન સિસ્ટમ
ડ્રાઇવ સિસ્ટમનું કાર્ય સ્ક્રુને ચલાવવાનું છે અને એક્સટ્રુઝન પ્રક્રિયામાં સ્ક્રૂ દ્વારા જરૂરી ટોર્ક અને ઝડપને સપ્લાય કરવાનું છે. તેમાં સામાન્ય રીતે મોટર, રીડ્યુસર અને બેરિંગ હોય છે.
હીટિંગ અને કૂલિંગ ડિવાઇસ
ગરમી અને ઠંડક એ પ્લાસ્ટિકની બહાર કાઢવાની પ્રક્રિયા માટે જરૂરી શરતો છે.
1. એક્સ્ટ્રુડર સામાન્ય રીતે ઇલેક્ટ્રિક હીટિંગનો ઉપયોગ કરે છે, જે પ્રતિકારક ગરમી અને ઇન્ડક્શન હીટિંગમાં વિભાજિત થાય છે. હીટિંગ શીટ શરીર, ગરદન અને માથામાં સ્થાપિત થયેલ છે. હીટિંગ ડિવાઈસ સિલિન્ડરમાં પ્લાસ્ટિકને બહારથી ગરમ કરે છે જેથી કરીને પ્રક્રિયાની કામગીરી માટે જરૂરી તાપમાન સુધી પહોંચવા માટે તાપમાન વધે.
2. એક્સ્ટ્રુડર કૂલિંગ ડિવાઇસ એ સુનિશ્ચિત કરવા માટે સેટ કરેલું છે કે પ્લાસ્ટિક પ્રક્રિયા દ્વારા જરૂરી તાપમાન શ્રેણીમાં છે. ખાસ કરીને, તે સ્ક્રુના પરિભ્રમણને કારણે શીયર ઘર્ષણ દ્વારા પેદા થતી વધારાની ગરમીને બાકાત રાખવાનો છે, જેથી પ્લાસ્ટિકને વિઘટિત, સળગાવવા અથવા આકારને મુશ્કેલ બનાવવા માટે તાપમાન ખૂબ વધારે ન રહે. બેરલ કૂલિંગને બે પ્રકારમાં વિભાજિત કરવામાં આવે છે: પાણીનું ઠંડક અને હવા ઠંડક. સામાન્ય રીતે, નાના અને મધ્યમ કદના એક્સ્ટ્રુડર્સ હવાના ઠંડક માટે વધુ યોગ્ય છે, અને મોટા કદના મોટાભાગે પાણી-ઠંડા અથવા બે પ્રકારના ઠંડક સાથે જોડાયેલા હોય છે.





