પીપી અને કેલ્શિયમ પાવડર પર્યાવરણીય સંરક્ષણ શીટ એક્સટ્રુઝન લાઇન
PP+CaCo3 પર્યાવરણને અનુકૂળ શીટ એક્સટ્રુઝન લાઇન
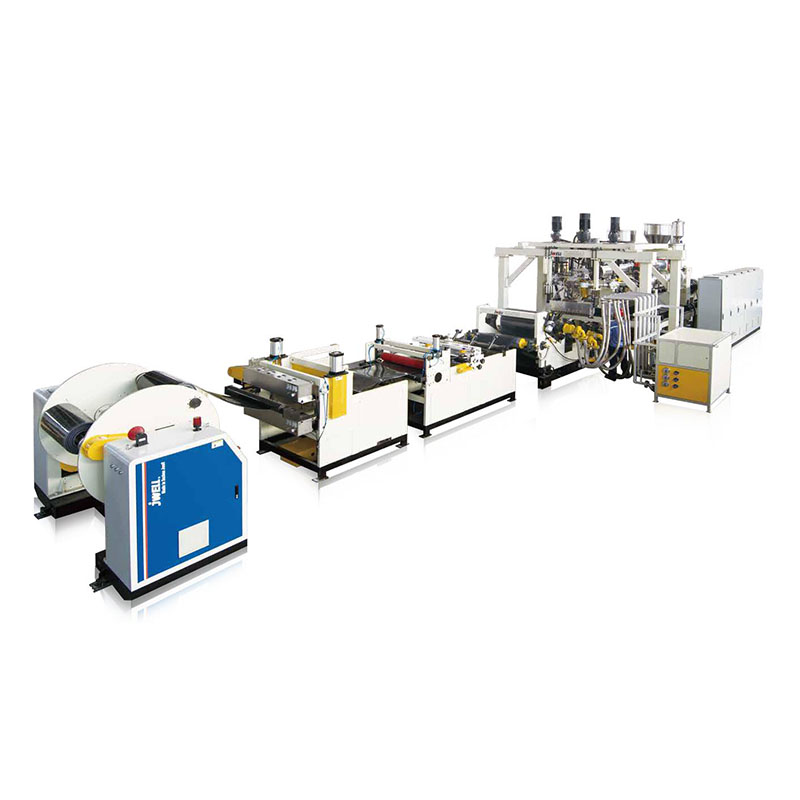
જ્વેલ કંપની દ્વારા વિકસિત તે 3 અથવા 4 સ્તરો સહ-એક્સ્ટ્રુઝન માટે ત્રણ એક્સ્ટ્રુડરનો ઉપયોગ કરે છે. આ લાઇન Jwell લેટેસ્ટ ડિઝાઇન કરેલ PP+CaCo3 વેન્ટેડ સ્ક્રૂ અને પીએલસી કોમ્પ્યુટર કંટ્રોલિંગ ડિવાઇસ અને આપોઆપ જાડાઈ શોધ ઉપકરણને અપનાવે છે જેથી મશીન શીટના ઉત્પાદનમાં CaCo3 ની ટકાવારી મહત્તમ કરી શકે જેથી શીટની કિંમત ઘટાડી શકાય અને શીટ ઉત્પાદન કરી શકે. સારી ભૌતિક ગુણધર્મો અને વધુ પ્રક્રિયા કરવાની ક્ષમતાઓ મેળવો. તે ચીનમાં સૌથી અદ્યતન શીટ મશીન છે.
મુખ્ય તકનીકી સ્પષ્ટીકરણ
|
મોડલ |
JW-120/100/45-1500 |
|
ઉત્પાદનો પહોળાઈ |
1320 મીમી |
|
ઉત્પાદનોની જાડાઈ |
0.3 મીમી |
|
સ્તર માળખું |
A/B/C/A |
|
ક્ષમતા |
800 કિગ્રા/ક |
નોંધ: સ્પષ્ટીકરણો પૂર્વ સૂચના વિના બદલવાને પાત્ર છે.
તૈયાર ઉત્પાદનોનું પ્રદર્શન




પ્લાસ્ટિક એક્સટ્રુઝન મશીનની રચના
પ્લાસ્ટિક એક્સટ્રુઝન મશીનનું મુખ્ય મશીન એ એક્સ્ટ્રુડર છે, જે એક્સ્ટ્રુઝન સિસ્ટમ, ટ્રાન્સમિશન સિસ્ટમ અને હીટિંગ અને કૂલિંગ સિસ્ટમથી બનેલું છે.
એક્સટ્રુઝન સિસ્ટમ
એક્સટ્રુઝન સિસ્ટમમાં એક્સટ્રુડર, ફીડિંગ સિસ્ટમ, સ્ક્રીન ચેન્જર, મીટરિંગ પંપ,ટી-ડાઇનો સમાવેશ થાય છે. એક્સ્ટ્રુઝન સિસ્ટમ દ્વારા પ્લાસ્ટિકને એકસમાન પીગળવામાં આવે છે અને પ્રક્રિયામાં સ્થાપિત દબાણ હેઠળ સ્ક્રુ દ્વારા સતત બહાર કાઢવામાં આવે છે.
સ્ક્રુ અને બેરલ: તે એક્સ્ટ્રુડરનો સૌથી મહત્વપૂર્ણ ભાગ છે. તેનો સીધો સંબંધ એપ્લીકેશન રેન્જ અને એક્સટ્રુડરની ઉત્પાદકતા સાથે છે. તે ઉચ્ચ શક્તિ અને કાટ પ્રતિરોધક એલોય સ્ટીલથી બનેલું છે. પ્લાસ્ટિકને ક્રશિંગ, સોફ્ટનિંગ, મેલ્ટિંગ, પ્લાસ્ટિસાઇઝિંગ, વેન્ટિંગ અને કોમ્પેક્ટ કરવા માટે બેરલ સ્ક્રૂ સાથે સહકાર આપે છે અને મોલ્ડિંગ સિસ્ટમમાં સતત અને એકસરખી રીતે રબરને પહોંચાડે છે.
ખોરાક આપવાની વ્યવસ્થા: તેનું કાર્ય એક્સ્ટ્રુડરના હોપરમાં પ્લાસ્ટિકના વિવિધ સ્વરૂપોને સમાનરૂપે પરિવહન કરવાનું છે.
સ્ક્રીન ચેન્જર: તેનું કાર્ય પ્લાસ્ટિકની તમામ પ્રકારની અશુદ્ધિઓને દૂર કરવાનું છે
મીટરિંગ પંપ:એક્સ્ટ્રુડરની સામે પંપને સજ્જ કરવું, પંપ પહેલાં દબાણ તપાસવું અને એક્સટ્રુઝનની ઝડપને નિયંત્રિત કરવી, જે પલ્સેશન અને અનિયમિત સામગ્રી ફીડિંગને ઘટાડી શકે છે અને પોલિમરને સરળતાથી બહાર કાઢવામાં આવે છે અને સતત ડાઇ હેડ સુધી પહોંચાડવામાં આવે છે તેની ખાતરી કરે છે. પંપનું શેલ ઉચ્ચ-ગુણવત્તાવાળા એલોય-સ્ટીલને અપનાવે છે અને
ગિયર ક્વેન્ચ્ડ ક્રોમ સ્ટીલ અથવા અન્ય ઉચ્ચ-ગ્રેડ મેટાલિક સામગ્રીનો ઉપયોગ કરે છે જે ઉચ્ચ કાર્યક્ષમતા અને લિકેજ-પ્રૂફની ખાતરી કરે છે.
ટી-ડાઇ: ટી-ડાઇનું કાર્ય પ્લાસ્ટિક મેલ્ટને સમાંતર અને રેખીય ચળવળમાં ફેરવવાનું છે, જે સમાનરૂપે અને સરળ રીતે રજૂ કરવામાં આવે છે.
ટ્રાન્સમિશન સિસ્ટમ
ડ્રાઇવ સિસ્ટમનું કાર્ય સ્ક્રુને ચલાવવાનું છે અને એક્સટ્રુઝન પ્રક્રિયામાં સ્ક્રૂ દ્વારા જરૂરી ટોર્ક અને ઝડપને સપ્લાય કરવાનું છે. તેમાં સામાન્ય રીતે મોટર, રીડ્યુસર અને બેરિંગ હોય છે.
હીટિંગ અને કૂલિંગ ડિવાઇસ
ગરમી અને ઠંડક એ પ્લાસ્ટિકની બહાર કાઢવાની પ્રક્રિયા માટે જરૂરી શરતો છે.
1. એક્સ્ટ્રુડર સામાન્ય રીતે ઇલેક્ટ્રિક હીટિંગનો ઉપયોગ કરે છે, જે પ્રતિકારક ગરમી અને ઇન્ડક્શન હીટિંગમાં વિભાજિત થાય છે. હીટિંગ શીટ શરીર, ગરદન અને માથામાં સ્થાપિત થયેલ છે. હીટિંગ ડિવાઈસ સિલિન્ડરમાં પ્લાસ્ટિકને બહારથી ગરમ કરે છે જેથી કરીને પ્રક્રિયાની કામગીરી માટે જરૂરી તાપમાન સુધી પહોંચવા માટે તાપમાન વધે.
2. એક્સ્ટ્રુડર કૂલિંગ ડિવાઇસ એ સુનિશ્ચિત કરવા માટે સેટ કરેલું છે કે પ્લાસ્ટિક પ્રક્રિયા દ્વારા જરૂરી તાપમાન શ્રેણીમાં છે. ખાસ કરીને, તે સ્ક્રુના પરિભ્રમણને કારણે શીયર ઘર્ષણ દ્વારા પેદા થતી વધારાની ગરમીને બાકાત રાખવાનો છે, જેથી પ્લાસ્ટિકને વિઘટિત, સળગાવવા અથવા આકારને મુશ્કેલ બનાવવા માટે તાપમાન ખૂબ વધારે ન રહે. બેરલ કૂલિંગને બે પ્રકારમાં વિભાજિત કરવામાં આવે છે: પાણીનું ઠંડક અને હવા ઠંડક. સામાન્ય રીતે, નાના અને મધ્યમ કદના એક્સ્ટ્રુડર્સ હવાના ઠંડક માટે વધુ યોગ્ય છે, અને મોટા કદના મોટાભાગે પાણી-ઠંડા અથવા બે પ્રકારના ઠંડક સાથે જોડાયેલા હોય છે.





